The ability of water tube boilers to be designed without the use of excessively large and thick-walled pressure vessels makes these boilers particularly attractive in applications that require dry, high-pressure, high-energy steam, including steam turbine power generation.
Owing to their superb working properties, the use of water tube boilers is highly preferred in the following major areas:
Besides, they are frequently employed in power generation plants where large quantities of steam (ranging up to 500 kg/s) having high pressures i.e., approximately 16 megapascals (160 bar) and high temperatures reaching up to 550°C are generally required.
A water tube boiler can be defined as a Steam boiler in which the flow of water in the tubes, as well as hot gases, enclose the tubes. Not like fire tube boilers, this boiler attains high-pressures, as well as high-steam capabilities, can be achieved. This is because of condensed tangential pressure on tubes which is known as hoop stress.
The Raadman WT burner delivers high-efficiency performance in gas-fired package boilers with NOx emissions as low as 20 ppm at 3 percent O2. Using advanced air-fuel staging techniques, the Raadman WT burner, operating with or without flue gas recirculation (FGR), meets the following benefits:
Main Sub-divisions:
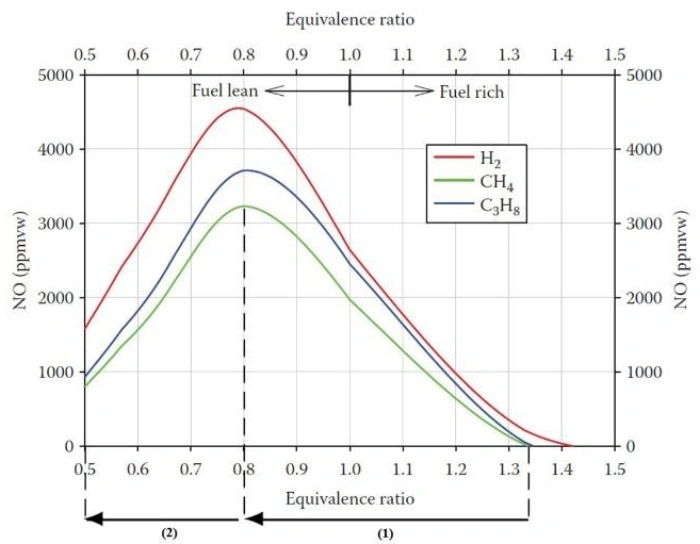
The basis of design is to develop a stratified flame structure with specific sections of the flame operating fuel-rich and other sections operating fuel-lean. The burner design thus provides for the internal staging of the flame to achieve reductions in NOx emissions while maintaining a stable flame.
Staging of the air into the combustion zone serves to slow down the combustion process and separate the flame into different zones, some that operate fuel-rich and some that operate fuel-lean.
The fuel-rich and fuel-lean zones both combust at lower peak temperatures than a uniform fuel air mixture, resulting in lower thermal NOx formation. The combustion products from these two zones then combine to complete the combustion process and result in the completed oxidation of the fuel. By creating a fuel-rich zone in the front part of the flame, one can also reduce the conversion of fuel-bound nitrogen to NOx and thereby lower fuel NOx formation as well.
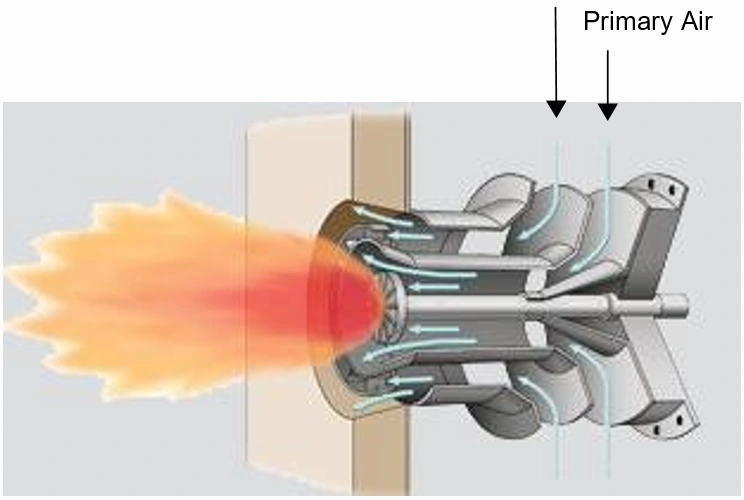
Raadman Water Tube burners are equipped with two air registers suitable for any kind of liquid and/or gaseous fuel with the possibility to fire one or more fuels at the same time. Combustion air is divided into “primary” and “secondary” flows resulting in stratified combustion.
This solution allows a general reduction of combustion temperature and therefore lowers thermal NOx generation. They are provided with a series of gas lances made from stainless steel which can be adjusted during the operation. These lances injected the larger part of fuel gas; a small quantity is injected trough a central gas gun to ensure the flame stability.
When a mixed gas/oil application is requested, a liquid atomizer replaces the central gas gun.
Air vorticity is generated and guaranteed by the vanes which formed each air register. The position of such vanes is set during the start – up phases and is important to control the flame intensity and shape which are different from one combustion chamber to another or from one fuel to another. The air registers vanes can be controlled manually or motorized or pneumatically. depending on the type of hazardous area to adjust the amount of combustion air.
Gas fuel is distributed through an external plenum and a series on gas lances each of which is provided with a skew faced “multi jets” nozzle which can be adjusted and rotated to optimize gas distribution without halting burner operation.
Raadman WT burners are designed to meet low NOx requirements while providing high combustion efficiency and extreme versatility. Typical applications of these type burners include forced or balance draft boilers as and process heaters.
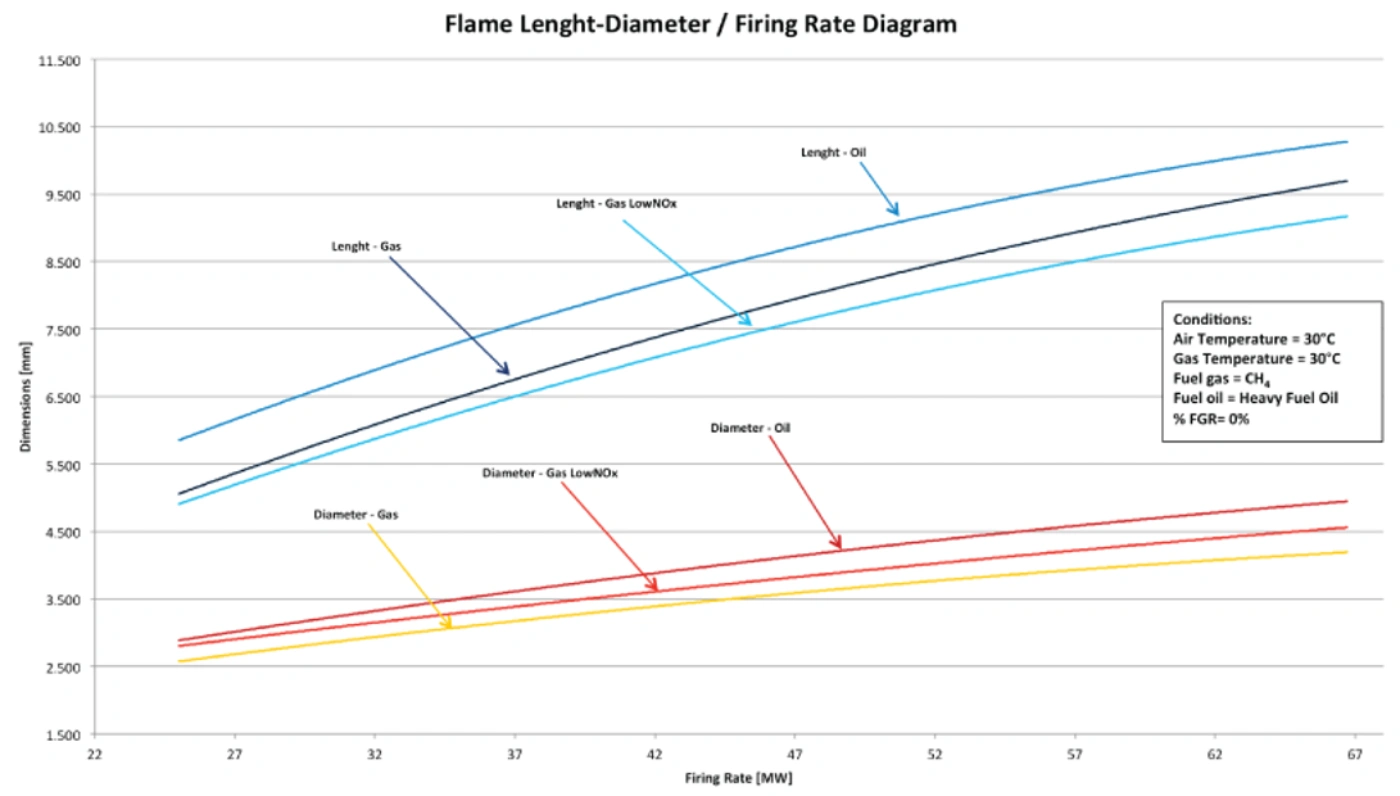
Burners have different flames depending on their utilizations. While fire tube boilers require a long flame with a small diameter, water tube boilers often require short flame but large diameter burners. In general, the flame length of water tube burners is 2 to 2.5 times the flame diameter.
Raadman WT burners have a ball shaped flame with substantial swirl (swirl number is higher than 0.6). The flame has hot reverse flow into the center and cold forward flow at sides. There is intense mixing and the secondary jet velocity is more than the primary jet velocity. The flame is used for combustion chambers which are more or less cubicle in shape.