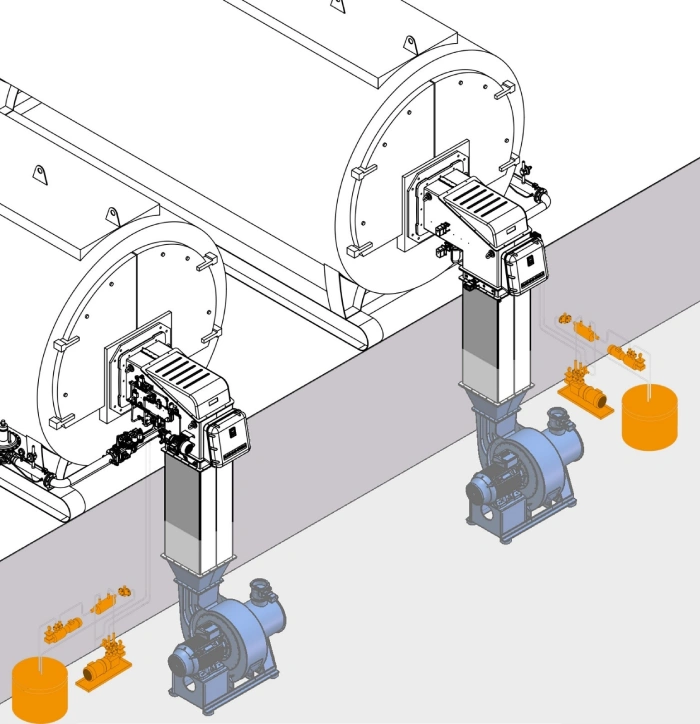
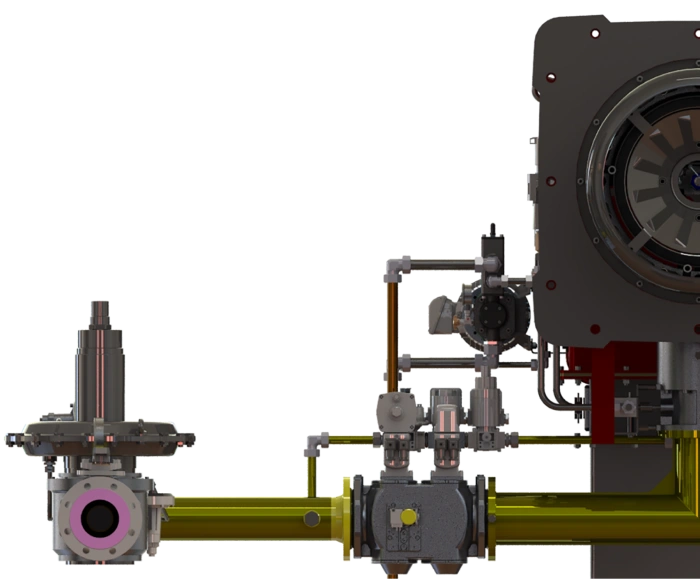
Full electronic modulating burners are designed to safely operate throughout its firing range from high fire to low fire. The most common turndown ratings in DB-Series (dual block) burner are 1:8 up to 1:10. High turndown is used to reduce the burner cycling and maintain a consistent temperature or pressure in the boiler. This is crucial if the boiler is used in an industrial process that requires a consistent temperature or pressure. dual block burners are equipped with an electronic microprocessor management panel, which controls the air damper servomotor, fuel servomotors as well as head regulating sleeve. Using electronic modulation, hysteresis is prevented by the precise control of the separated independent servomotors and the software linked by can-bus. The LAMTEC ETAMATIC / CMS combustion managers or Siemens LMV51/52, as the most popular brands, are frequently used in DB-Series RAADMAN Modular burners. This burner Control System combines the benefits of an electronic fuel/air ratio controller with an electronic burner control unit. Up to five motorized actuators can be assigned to modulate air and fuel drives with the option of an additional module to add variable speed drive control for the combustion air fan. Additional modules are available for field bus interfacing, load control and dual fuel operation.
These modular systems include many standard burner functions as standard, these include integrated valve proving, ambient temperature compensation, flame monitoring and operating hours and system start-up counters. Oxygen trim, CO control, load control and dual fuel functionality are all available options that are used to further enhance system benefits, flexibility and efficiency. These controllers are particularly suited for use on monobloc burners.
They can be used wherever heat is needed – in heating residences or hospitals, schools or offices, in industry or trade, on board ships and for mobile plants. They are suitable for all commonly available gas and oil types and are notable for their reliability, longevity and great economy. Nearly all burner types over the entire performance range are available in a Low NOx version, with particularly low emission levels.


DB-series, as a dual-bloc concept, covers a range of 1000-32000 kW in 9 versions/capacities with 1:8 to 1:10 turndown ratio.


















