

Raadman is excited to announce the launch of its latest innovation, an industrial burner with an impressive capacity of 45 MW. This groundbreaking product marks a significant milestone, as it is a high-quality, unique product in the Middle East.
Vahid Azizi, the manager of Raadman Burner Factory, expressed his pride in this achievement: “We are proud to produce this burner with incredible functionality in our factory. It represents a major advancement in our industry and showcases our commitment to innovation. Achieving this success would not have been possible without the collaboration and presence of the invaluable Raadman team.

The new 45 MW industrial burner is designed to meet the highest standards of efficiency and reliability, offering superior performance for a wide range of industrial applications. With this addition to our product lineup, Raadman continues to lead the way in providing cutting-edge solutions to our valued customers. More specifications of this product are listed below:
Burner: The 45MW Dual-Block Industrial Burner
Using CFD software to simulate the product
The new 45MW burner by Raadman is a state-of-the-art dual-block burner featuring a remarkable turndown ratio of 1:8. This advanced burner underwent rigorous simulation and analysis using CFD software prior to production, ensuring optimal performance and reliability. (CFD) calculations were performed to simulate the combustion of the RGB-M-4550 burner, taking into account the geometry of the TT-300 boiler combustion chamber.
The OH mole fraction contours illustrate the burner’s flame characteristics, including its shape and dimensions. The CFD simulations provide valuable insights into the temperature contours of the burner components. These contours enable us to select appropriate materials and minimize thermal stress, among other critical design considerations.
Applications of 45 MW burner
Designed and manufactured in strict accordance with the BS-EN 676 Standard, this burner is ideal for a variety of applications, including firetube boilers, fire box boilers, and water tube boilers. The primary goal of this burner is to be installed at the top of a water tube boiler and to create a flame directed from top to bottom.

Key capabilities of the 45MW burner include
Low Excess Air Operation: This feature enhances efficiency by minimizing the amount of excess air required for combustion, resulting in lower fuel consumption and reduced emissions.
Precise Air/Fuel Ratio Control: The burner operates according to a specific air/fuel ratio curve, ensuring consistent and efficient combustion.
Adjustable Pre-Purge and Post-Purge Time: These adjustable settings help optimize the burner’s performance and ensure safe operation by clearing the combustion chamber of any residual gases before ignition and after shutdown.
Valve Proving System: This system verifies the integrity of gas valves before ignition, enhancing safety by preventing leaks.
Dual-Block Configuration: The dual-block design separates the burner head and the blower, allowing for greater flexibility and easier maintenance.
In summary, Raadman’s 45MW burner combines cutting-edge technology with robust safety features, making it a versatile and efficient choice for high-demand industrial applications. Its innovative design and stringent compliance with industry standards underscore Raadman’s commitment to excellence and leadership in burner technology.
Note: This flame is of low capacity and is only displayed as a laboratory sample to demonstrate its appearance. Due to the high capacity of the burner, the main flame has been tested in the project.
Importance of ventilation system and its features
The ventilation system of this product has been manufactured in compliance with the API 673 Standard, ensuring high-quality performance and reliability. Equipped with a powerful 200 kW motor, it can supply a pressure of 95 mbar to achieve the maximum capacity of the burner. Furthermore, the burner features an advanced cooling system designed to protect the actuators, enhancing the longevity and safety of the equipment. This cooling system ensures that the actuators operate within optimal temperature ranges, preventing overheating and maintaining consistent performance even under demanding conditions.
Type and Size of Gas Train
The gas train plays a vital role in ensuring the safe, efficient, and reliable operation of industrial burners. The gas train is designed according to the project conditions. In the design of the gas train for the RGB-M-4550-DB burner, tailored to project conditions with an inlet pressure of 4 bar and a size of 5-inch, equipment from reputable brands such as Dungs has been used.
Ignition System and its safety functions
The igniter is a device specifically designed to initiate the combustion process in a burner system. Its primary function is to create the initial flame or spark necessary to ignite the fuel-air mixture within the combustion chamber. Burner igniters are crucial components in various combustion systems, ensuring reliable and safe ignition.
The RGB-M-4550-DB burner is equipped with a RIS-206-500 (raadman ignition system with the length of 205 cm and Firing rate of 500 kW), specifically engineered for use in down-firing burners. It intermittently ignites the burner when it is needed to be turned on. Detection of its flame is facilitated by an Autoflame MK8, integrated into the main burner to ensure the detection of the main flame. Upon successful ignition of the main flame, the pilot burner deactivates, while keeping continuous air flow to cool it.

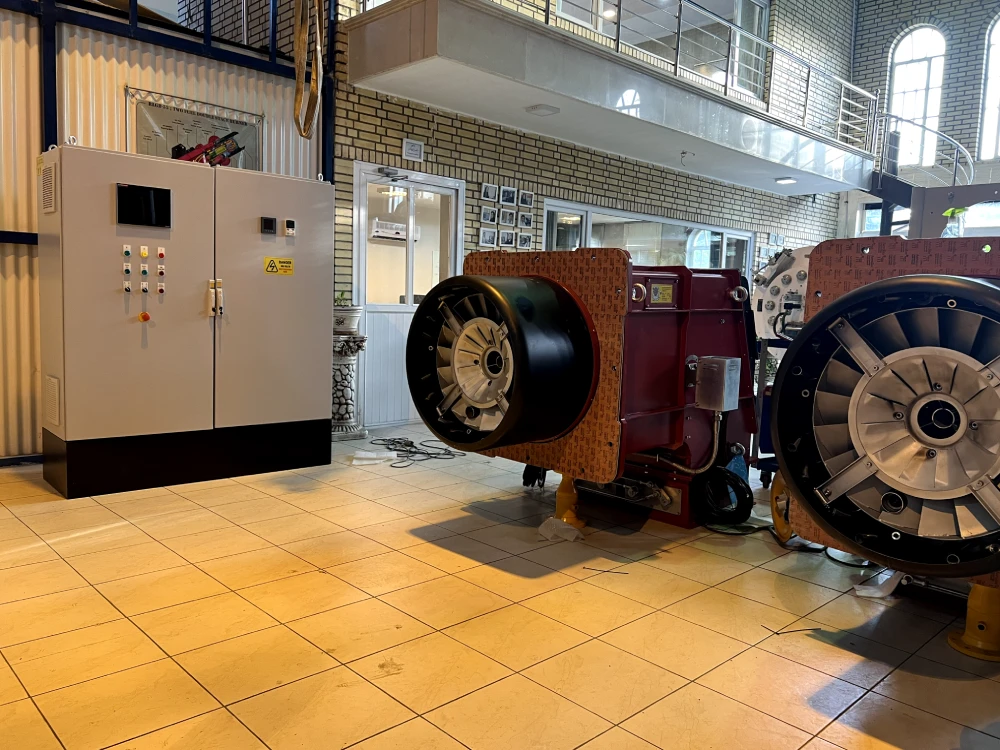
The unique design of Raadman Control Panel (RCP)
The burner is equipped with the advanced Raadman Control Panel (RCP), featuring an intelligent controller by Autoflame that can seamlessly manage all connected devices. This sophisticated control system ensures precise and efficient operation of the burner. Due to the high-power demand of the motor, a robust cabinet panel is utilized to house the control components.
To maintain optimal operating conditions and prevent overheating, an efficient fan has been integrated into the panel for effective air conditioning. This setup not only enhances the reliability and performance of the burner but also extends the lifespan of the control system by maintaining a stable and cool environment within the cabinet. Below, you can see the images of the RCP with the MK8 controller and different components of the RCP.
Multiple Advantages of EGA
Last but not least! An Exhaust Gas Analyzer (EGA) is a sophisticated device used to measure and analyze the composition of exhaust gases emitted from combustion processes, such as those from industrial burners. Here are some key details about an EGA:
Functionality: The primary function of an EGA is to analyze the concentration of various gases present in the flue gas emissions. This includes gases such as carbon monoxide (CO), carbon dioxide (CO2), nitrogen oxides (NOx), sulfur dioxide (SO2), oxygen (O2), and other pollutants.
Measurement Capabilities: EGAs are capable of providing real-time measurements of gas concentrations, typically displayed in parts per million (ppm) or as a percentage of the total gas volume. This data is crucial for assessing the efficiency of combustion processes and ensuring compliance with environmental regulations.
Environmental Compliance: EGAs are essential for industries and facilities that are required to adhere to strict environmental regulations governing air quality and emissions. By continuously monitoring and analyzing exhaust gases, operators can adjust combustion parameters to minimize emissions and maintain compliance.
Components: Typically, an EGA consists of a probe that is inserted into the exhaust stack or duct where the gases are sampled. The probe draws a representative sample of the exhaust gas, which is then analyzed by sensors or detectors within the analyzer unit.
Data Analysis and Reporting: Modern EGAs are equipped with advanced electronics and software that process the sampled data in real-time. This allows for immediate feedback on combustion performance and emissions levels. Many EGAs can store data for historical analysis and generate comprehensive reports for regulatory compliance and internal auditing purposes.
Integration with Control Systems: EGAs can be integrated with control systems and automation platforms to enable automatic adjustments to combustion parameters based on real-time emissions data. This closed-loop control enhances efficiency and reduces the environmental impact of combustion processes.
In summary, an Exhaust Gas Analyzer plays a critical role in monitoring and managing emissions from industrial burners and other combustion equipment. Its capabilities help industries achieve regulatory compliance, optimize energy efficiency, and contribute to sustainable operations.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}